Its already a few weeks back when we reported, just as a warm-up, perhaps, from the first highlight of the 2014 PuristS-on-Tour trip to Zenith, on the visit with dial-manufacturer Fehr & Cie S.A. (if you are interested, click
here (parts i & ii) and
here (parts iii & iv)).
Now, we would like to invite you to follow us through the sacred halls of Zenith, one of the most respected true manufactures in the watch industry. On top, a manufacture which has earned a distinctive reputation as one of the most respected producers of chronograph movements, a complication (rightfully) cherished by many, many enthusiasts. Zenith gained its appreciation with the introduction, in 1969, of the El Primero, the first integrated automatic chronograph with a column wheel, a milestone which still serves as the cornerstone of the company today.
So here we are, a lucky group of 15 Purists anxiously gathering in front of the entrance to Zenith’s premises situated in the centre of Le Locle:
What is going to wait for us inside? Well, a first answer came quickly, and it was a very promising one:
But first, some inevitable and delicious preparations...
Host of our tour was Paul Wirth, Director of Hospitality at Zenith, assisted by Zenith’s R&D Director Yves Corthésy...
and R&D responsible Marcus Schenk):
Mr Wirth proved to be an excellent, eloquent and extremely knowledgeable host. Having been involved with Zenith since decades, amongst other assignments as sales representative in Africa, he is a dyed-in-the-wool Zenith inventory and – for us Zenith collectors – a never-exhausting source of fascinating titbits.
His introductory address focussed on the factory building, or better the factory buildings, themselves.
Devised and erected by Zenith's founder Georges Favre-Jacot himself, they were the first in watchmaking ever to integrate all necessary workshops required for watchmaking under one single common roof.
This concept was inspired by the Ford car manufactories and has been kept ever since, as this Google Earth images proves. Well, we find the similarities rather astounding...
Moreover, it is has recently been reinforced throughout the entire industry, with more and more brands following the same concept – some 150 years later…
No wonder still today the old ateliers still proudly carry Mr Favre-Jacot’s initials – as exemplified here, the large workshop hall which is found in the very top left of the old engraving above:
Various buildings were added, commissioned and modified over time, so that the manufacture today appears like a small village one its own. There are lots of winding lanes, secretive backyards and staircases to take if you want to work your way from one atelier to the next.
And just one of these were what we took first...
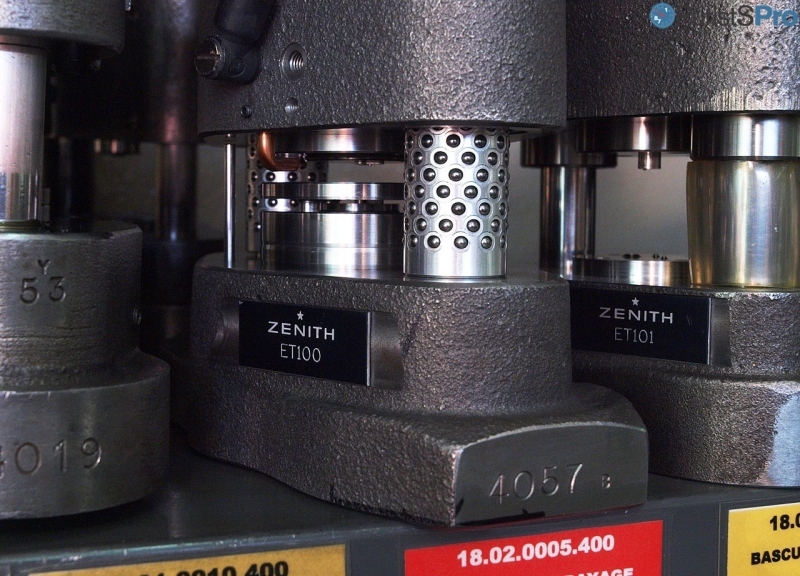
... to reach the stamping workshop:
Well, this rather loud and forceful place is actually what we could call the insemination station of any of the famous El Primero or Elite movements. It is here where Zenith stamps out, for example, the base plates for all movements, bridges or cocks they need for their movements.
It is here where the raw brass sheets (these are called "barquettes". They are 2.70 m long and are custom made made for Zenith in various thicknesses) are cut into precisely defined blanks which are then further worked on using all the other tools.
A fascinating detail is that even here is a lot of skilled manual labour involved. The precise positioning of the barquette under the stamping tool is totally made by hand: a highly skilled operator, thanks to his experience, is more rapid than every machine, that needs to be programmed and re-adjusted frequently.
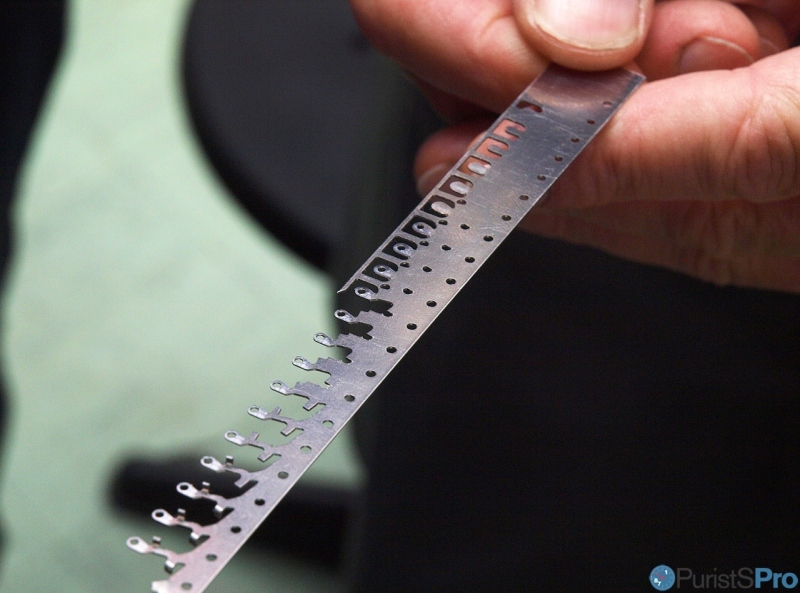
Note the positioning holes that allow precise working on the pieces even if they needed to be mounted on several machines in a row:
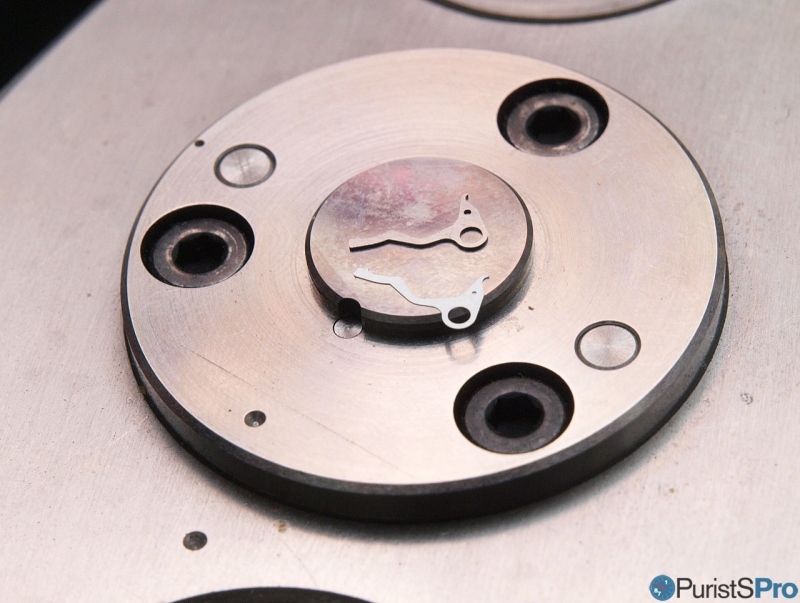
But before such is done the component is precision-polished to defined height, then tumble-polished and finally cleaned of all debris:
You may have noted that some of the pieces shown above are not made of brass but of steel or titanium. Indeed, Zenith is able to machine all those materials, and convey of a similar equipment and workshops where steel and titanium parts are stamped as well (the materials are different in their physical properties and thus require dedicated settings and tools):
Before we continue we would like to stress that those stamps are very flexible when it comes to produces a wide range of parts. This flexibility is inherent to the number of stamping tools of which Zenith has hundreds:
Some of them date back decades ago…:
Each of these tools is responsible to stamp out one single shape:
Zenith not only possesses these tools, the manufacture even produces them in its dedicated tooling workshop:
The importance of this is legend and well written down in the history of Zenith, since watchmaker Charles Vermot hid the plans, parts and tools required to make mechanical calibres in order to save them from destruction following the decision of the company that owned Zenith at the time to limit production to quartz watches only. This saved the company essentially when El Primeros were suddenly back in demand during the first shy blossom of the post-quartz crisis time – think Ebel, think Rolex!
This is part of a separate story, promised!
We continue now and head up to another workshop which is – for a change – characterised by finer processing steps.
We are at the CNC and Wire Erosion department.
Again, also here Zenith has lots of in-house produced tools
The variety and finesse of the steps executed here is remarkable and made possible by machinery that can drill on many axes simultaneously.
Just a few examples of the parts that are made:
Movement plates readily drilled from the blanks:
Tiny wheels and gears:
Cages and complex inclined wheels for the gyrotourbillon:
Fusee barrels:
Even stamping tools are made here:
And finally charming objects that attest to the pride the workers have in their jobs:
We are sure you know for certain the CNC and other machines which usually are found in these workshops. They are no different to the ones Zeniths has, and thus we will not bore you with another paragraph on computer-aided manufacture.
But there was a totally new type of cutting&milling machine we have not seen before and which we would like to present and share some images with you.
In fact, it was not a single machine, but an assembly-line type composed of several identical machines, which one machine handing down the component it worked on to the next.
The first one is fed with the blank plates we have seen being stamped out at the beginning:
It performs its steps and hands the piece on to the next one, and so on.
While transporting the machined piece to the following machine, it may be checked automatically for accuracy and/or turned in another position:
Finally, at the end a ready-machined movement bridge comes out of this machine-line...
… or for example an El Primero base plate:
What Zenith is doing here is to try out a new concept of manufacture. Instead of having one complex multi-axis machine Zenith put several simpler ones in series, each doing a dedicated simple step. I can only assume that there are several benefits to this: it may be cheaper, more flexible (re-programming, etc.), more fail safe (a defect might affect only one fraction of the production process, be dealt with separately and thus not interrupt the entire production) and perhaps also more precise.
Also, we noticed that the machines do not need the cooling oil one usually sees splashing inside the conventional CNC machines. It also appears that this new type of machinery needs less attention from the operators than the complex multi-axis wonders.
That all being done, any surplus metal is removed, and the parts technically ready for even finer steps…
For this, we pass by a very vintage lathe and some well-used staircases…
We are at the finishing atelier!
At this part we should note that Zenith always finished its movement to a very high degree of technical finishing, with less emphasis on the aesthetic aspects. This is still the same today (maybe except for the highest end timepieces) but there is a difference: The entry- and mid-level watches are mostly machine-finished, whereas the complications receive their final touches by expert hands.
This was openly explained to us by Mr Wirth, and I have to say I really appreciate this frank information. Naturally though we were shown the hand-made part… First, we saw how steel pinions, levers etc. are polished:

Then, Zenith demonstrated how perlage is applied:
Dot by dot the specialist carefully sets the drill…
With similar care and dedication, the outer surfaces of the movement’s bridge plate receive a circular pattern:

Finally, finely finished movement plates and bridges …
… are ready for rhodinisation – and can be admired!
So far, we have seen how deeply Zenith went into the road of an integrated manufacture, how it tries to optimise processes, and what it means to produce in-house watches in the price brackets Zenith is doing. The company was remarkably open to discuss constraints and the solutions they devised.
Our immediate impression was that those rooms not only had a cold "mechanical atmosphere": they absolutely smell of creativity and brilliance, not less than a design or marketing workshop. If we - as connoisseurs - are really satisfied by our wonderful pieces, then our thanks should also go to those men and women who work every day doing the groundwork for translating the ideas of designers and marketer in reality, such as creating the raw parts and all those tools needed to produce them.
They are the ones who have the skills and passion to put into practice Zenith’s watchmaking vision.
This is where we want to leave it for now. In our final instalment we will visit those sacred departments who do the final assembly of all Zenith watches and that are responsible for quality control.
Until then, thank you for reading!
Magnus & Elio
(Note: Article prepared jointly, using images contributed by the authors as well as Melvyn (MTF) or Google Earth)
This message has been edited by Ornatus-Mundi on 2015-01-17 13:48:27