Visiting Donzé Cadrans, the famous enamel dial maker
Marcus Hanke

Donzé Cadrans: Visiting the famous enamel dial maker
Report by Marcus Hanke
Just a year ago, Ulysse Nardin announced that it had acquired the enamel dial manufacturer Donzé Cadrans:
ulyssenardin.watchprosite.com
Not only was this small company, run by Francine Donzé and her spouse Michel Vermot, responsible for the landmark Ulysse Nardin watches with breathtakingly executed cloisonné enamel dials, but also supplied plain enamel dials “a grand feu” to the majority of luxury watch manufacturers.
When the couple neared their retirement, they tried to assure the continued operation by searching a buyer who would be aware of this handcraft’s unique tradition. What would be more natural than to choose its long-standing partner and customer Ulysse Nardin?


Consequently, I was eager to pay Donzé Cadrans a visit when I came to Le Locle this July.
A navigation system is not a must, but clearly helps finding the company’s building in the Rue de l’Avenir, the “Street of Future”. Hidden behind other buildings, up on one of Locle’s numerous hillsides, and after some very sharp turns and twists of narrow roads, is an inconspicuous building in the style of the 60s. Currently, it is under renovation, since the company did not see a lot of investments during the last years of operation. The first thing apparent is the ubiquitous layer of powder fine dust covering practically every surface, be it horizontal or vertical. At first I credited it to the renovation works.
“No”, our charming guide Claude-Eric Jan says. He is responsible for the operations at Donzé Cadrans. “This is enamel dust, resulting from the application of the enamel powder to the dials, from polishing and cutting procedures. It is everywhere, you cannot avoid it.”
“When Ulysse Nardin had acquired the company, they also got the old building; it was part of the deal. To avoid a costly renovation, it was planned to integrate the dial manufactory into Ulysse Nardin’s main production facilities. However, there all effort is undertaken to keep dust away from the watch production, so it would have been a bad idea to bring such a source of fine dust as our enterprise into close proximity.”

The decision to keep the enamel dial production separated from the Ulysse Nardin watch factory had another, previously unexpected advantage, which is now demonstrated by Claude-Eric: Before us, he aligns a series of fine white enamel dials, all wearing names of famous watch companies: Patek Philippe, Jaeger leCoultre, Girard Perregaux, Omega, Lang and Heyne (from Dresden), Roger Dubuis, and many others. Enamel dials are a common sight on very sophisticated watches and limited editions. Yet there is only a handful of dial manufacturers in Europe still able to produce them. Additionally, Donzé Cadrans has a reputation of producing first rate dials on time, which is another very decisive factor. It makes things easier if watch manufacturers order their enamel dials from Donzé, instead from Ulysse Nardin.

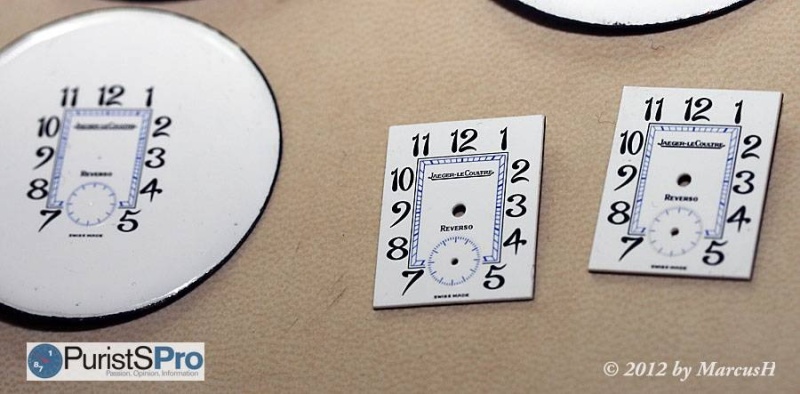

Showing us various beautiful dials, Claude-Eric points out that, unlike other producers, Donzé does not print the various text and register elements onto the enamel surface. The standard printing process of numerals, markers and inscriptions results in the printing paint to show a raised structure on the dial surface. Instead, Donzé adds all these graphic elements with enamel paint and fires them into the enamel base, thus achieving a perfectly smooth and even surface.
Led through the workshop, we witness the production of the new limited edition Marine Chronometer’s enamel dials. This is noteworthy because of its layered structure: the power reserve display and the small second are on separate enamel disks on a lower layer. Consequently, the base dial needs circular cutouts for these additions, which are enamelled separately in several productions steps, including their enamel inscriptions and scales. Afterwards, they are soldered into place under the main dials.

What are the main production steps of plain enamel dials “à grand feu”?
The base material are copper disks, precut into standard sizes. At first, the dial legs are soldered onto the rear side, then a single layer of enamel is burnt onto the same side. If this would be neglected, the dial would bend hopelessly out of shape during the later steps of layering the enamel on the front side.

To achieve the enamel coat, the master enameller dips the copper disks into a jellylike, inflammable liquid, then she sprinkles the enamel powder evenly onto the surface, like powder sugar on cookies.


After insertion into the furnace, which dates from 1947, the liquid brightly flashes and burns at a high temperature, transforming the silicium, feldspar and kaoline powder into a hard and glassy substance. The furnace temperature is about 800 to more than 1,000 degrees Celsius, depending on the composition of the enamel powder used.





Layer after layer is thus applied to the dials, until that typical enamel shine is achieved.


Just as I think these dials should be perfect, I witness with terror how the enameller starts mutilating them with chisel and hammer! Oh no! Okay, it is a tiny chisel, and a tiny hammer, but nonetheless I cannot believe that the result of so much work and handcraft is damaged, if not destroyed for no apparent reason.
“I told you that it is impossible to work in a dust-free environment here”, Claude-Eric hurriedly explains, having seen my bewilderment. “Consequently, every dial has some dust particles or other tiny flaws that became integrated into the enamel. What she does is chiselling out all those small spots, then the depressions are filled with enamel powder and fired again.” - “And how often does she do this?” - “Until the dial is perfect.”
Slowly I start to realize why watches with enamel dials are so expensive ...
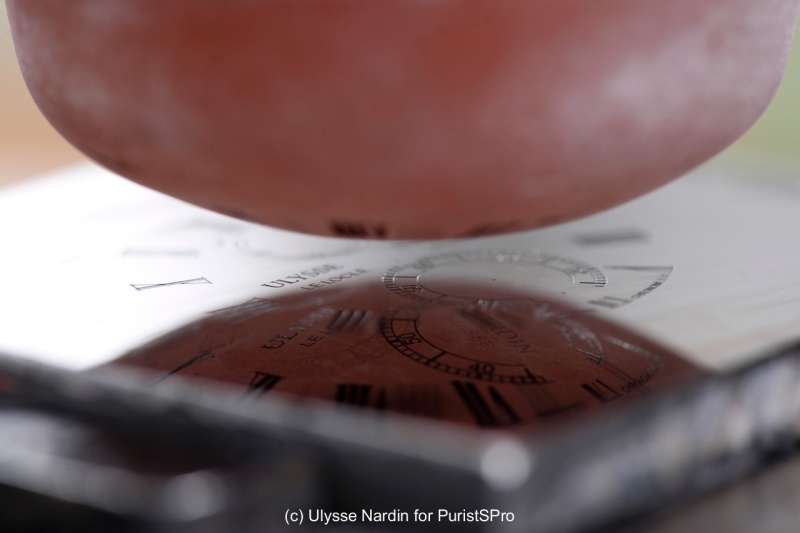
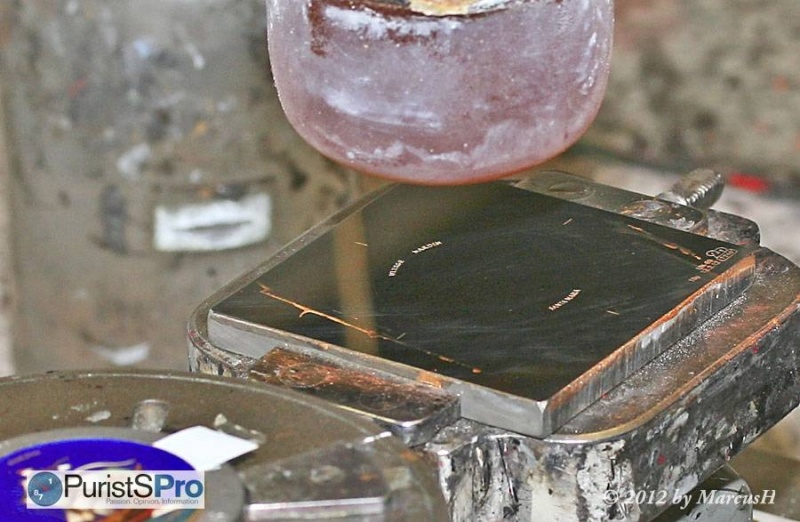
Only when the enameller is fully satisfied with the quality of the plain base, the dial is ready for printing the registers and inscriptions. At Donzé, this is also done with enamel powder that is fired thereafter, once for every colour used. The printing procedure is done by a so-called tampon, a flexible stamp picking up the colour from a template and transferring it onto the dial. This method is common standard in the watch industry, for printing not only dials, but also date rings, etc. However, normally the stamp used is made from silicon, which does not work on enamel. As a consequence, the expert at Donzé is making his own stamps from gelatine gel.


Finally, the copper disk is cut to the correct size; a most delicate step, since the brittle enamel coat could easily break and thus ruin the work of hours.
The best known product of Donzé Cadrans, however, are artistic cloisonné enamel dials, mostly made for Ulysse Nardin, but also for other watch manufacturers. This is a most complicated process:


After the design is decided upon, it has to be divided into segments that would serve as colour cells for the enamel. This is still done at the drawing board. Then the finished drawing is scaled to the dial area, to serve as a template. Following the outlines on the paper, the artist bends hair-thin gold wire with two pliers, to shape the segmental cell walls of the cloisonné dial.


Afterwards, the gold wire is lightly “glued” to the dial. In other companies, this is achieved by soldering the wire to the base by a laser. At Donzé, though, the traditional way is preferred, which necessitates that all wire cells support each other as a self-supporting construction, like a house of cards; the few drops of vegetable glue are only there to avoid that the design collapses when the dial is moved.




To avoid unpleasant surprises, a wall of the workshop is covered with small metal shields, coated with enamel colour in all possible combinations.

Even then, a lot of work is in vain sometimes: Claude-Eric produces a cloisonné dial from a drawer. “When we started to make the new “Santa Maria” dials, we thought about a slightly different presentation. Traditionally, our dial ships are sailing in a blue sky. Now we wanted something more dramatic, a stormy sky with brighter and darker parts. Only after we finished the dial, with all production steps, we realized that it was too much - the “Santa Maria” appeared to struggle for survival, which is not what we wanted to show. So we returned to the more traditional, but proven colour scheme.”

The "stormy" Santa Maria dial that was not adopted for the series
The artist uses tiny brushes to fill the cells, sometimes they cannot consist of more than a few individual hairs. The layers must not be too thick, otherwise the enamel could crack in the furnace. So the painting and firing has to be repeated, four or five times, until the coat’s final thickness is achieved. The projecting gold wires are then polished, until they are flush with the enamel, resulting in a perfectly smooth surface.



The Santa Maria dial before and after firing

The final step for the cloisonné dials is printing, too. This is done with gold colour that is not fired, but extreme care has to taken nevertheless: The enamel does not take on enough paint in a single step, so the printing has to be repeated three or four times. Even the slightest movement of either the dial or the print template will result in a print that is out of register.


Exhausted from so many impressions, and already covered by a thin layer of enamel dust we say farewell to our host Claude-Eric and this wonderful shelter of traditional craftwork, where CNC, lasers and robots have no place - and hopefully will not have one in the future as well.
Copyright September 2012 - Marcus Hanke & PuristSPro.com - all rights reserved
PuristSPro Homepage | ThePuristS Homepage

This message has been edited by AnthonyTsai on 2012-09-05 06:28:39 This message has been edited by MTF on 2012-09-10 07:07:25
Comments:

amanico September 5th, 2012-06:04
Fascinating, Marcus. Thanks for opening our eyes on this very delicate Art.

Ares501 - Mr Green September 5th, 2012-06:57
Extraordinary post Dr. Hanke extraordinary Thank you so much for this treat for eyes and soul. As big enamel fan this post really made my day Surely the post to save and come back to. Sincerely Damjan

nilomis September 5th, 2012-07:07
Wonderful art form ... I'm exposed, on a much smaller and dissimilar scale, to this art form by my wife that do porcelain painting. It requires, in all cases, extreme eye for detail and an absurd level of patience because one never really knows the exact outcome from the furnac...

Marcus Hanke September 5th, 2012-23:16
My mother used to do porcelain painting as well ... ... focussing on old Meissen designs. Unfortunately, she had an accident shattering her shoulder twenty years ago, which stopped her activity. I very much honour the pieces sche made, since I witnessed the work invested into them. You might like a small p...
nilomis September 6th, 2012-06:19
Fantastic pictures! Marcus, I go, for sure, share those pictures with my wife. Cheers, Nilo

tick tock doctor September 5th, 2012-07:31
Always good to see a master at work. Making posts or beautiful dials. Thank you.


amerix September 5th, 2012-09:46
the photos - and of course the results are fantastic! However I would never enter those premises without wearing a facial mask protecting against fine or enamel dust. Certainly anyone working there should be aware of the potential health hazards. I don't think that I would want to breathe it in, day after da...

Ornatus-Mundi September 5th, 2012-10:30
Outstanding post, will read in depth after... my return from DC. Cheers, Magnus
0-10-10
Load More Comments
Next Article


© 2017 - WatchProZine