
Patek Philippe : An exclusive look at dial manufacturing


Dials maketh the watch, it’s the face, and we all fall in love with the face. A dial can be a deal breaker or make us fall madly in love. For manufacturer’s the design and production of a dial needs to be statement in perfection as any imperfection, will soon find them out-Collectors are not forgiving. The process of producing a dial is complex but one in which Patek Philippe have a long history of perfection. Dial has become distinctly more complex and a process that used to take around 20 separate stages has now increased to around 40 to 100. The process of completing one dial usually takes three to four months to complete.
Fabrique de Cadran Stern Freres
Many may not know the fact that the Charles and Jean Stern were dial manufacturers at the turn of the last century- in fact they were regarded as one of the pre-eminent manufacturers, so much so that Fabrique de Cadrans Stern Fréres were exclusive suppliers to Patek Philippe. During the great recession, Patek Philippe were struggling, knowing the prestige and heritage of the company, the Stern brothers bought the company in 1932. The rest as they say is history.
Cadrans Flückiger
Established in 1860, the Cadrans Flückiger dial factory, was regarded and one of the finest dial manufacturers in Switzerland. It was also the sole supplier of dials for Patek Philippe. In 2004 Patek Philippe acquired the dial manufacture and which was, was taken over by Patek Philippe in 2004. During 2006, it was relocated to its present quarters in the commercial district of Saint-Imier, in Switzerland’s Jura region.
The new contemporary, manufacture gave an additional 2000 square meters for production facilities and internal departments. Cadran Flückiger currently employ around 100 staffs. Capacity at the new manufacturing plant allows for the annual production of around 100,000 dials, which are completed in batches of between 100 and 500 units. The manufacture can also make small series of dials from an individual piece up to five. Of course with the annual production of watches at Patek Philippe being around 55,000, there is capacity to manufacture dials for other prestigious houses.
Developmental stages:
As with any product you first need the creation of a prototype. A specialist prototype department has been set up where a few designers/creators will collaborate in the developments of the prototype dial. Looking at the feasibility and technical aspects of the dial. Much like an architect they will create the illustrations with the meticulous stipulations for the construction.
Incidentally it is this team where small series or indeed unique pieces are conceived. The team in this department is also responsible for fabricating small series and for after-sales service.
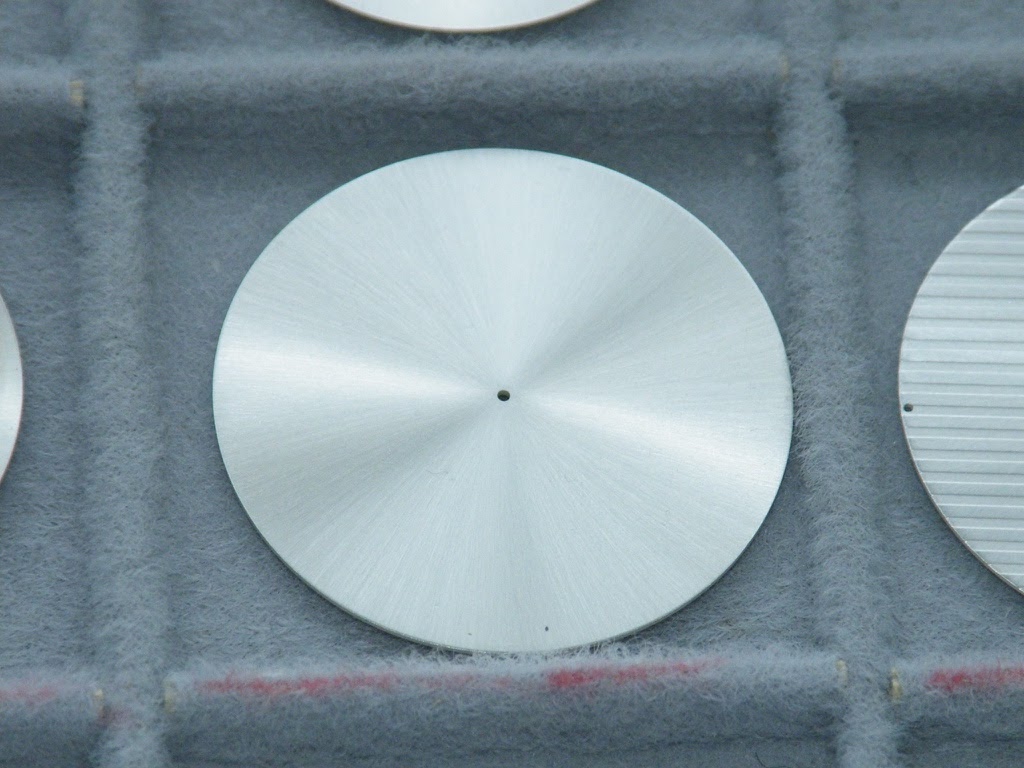
Making the Blanks
The process of dial manufacturing begins with stamping out the blanks. The majority are made from brass, with around 5% made in gold. Once the blanks are created, they can be correctly cut to different shapes and sizes.
This whole process takes part in a separate part of the manufacture. The process of stamping is quite forceful and send vibrations throughout the floor.

CNC Machines cut and shape the dial blanks
Adding definition
Once the blanks are created, a multitude of CNC machines start the process of shaping the dial for example a rectangular dial for a ref 5200. If any intricate design patterns need to be added, these are done by hand using an antique pantograph machine from 1903. Today a modern microscope has been added so that craftsman can work to the exacting tolerances required.
Pantograph

Creating a guilloche dial

not bad!!!
Electroplating
Once the blank dials are fully processed they are ready to be electroplated. Preparation for electroplating involves polishing and finishing the blanks first. The polished blanks are then electroplated where a coating of nickel is first applied followed by, rhodium, ruthenium, silver or gold to a thickness ranging from .01 to 15 microns.
Surface processing
Dials may be matte finished or brushed to a satin finish, sandblasted, or have a sunburst pattern. The finishes are achieved using tooling equipment and hand finishing.
The abrasive material used for the finishes is made from natural rock that is crushed into a fine flour like powder and then mixed with water. The craftsman needs absolute regularity of the technique and must ensure the blend of the mixture is consistent to produce constant results.
To achieve a sunburst finish a brush with metal bristles is used with the abrasive paste to create rays spreading from the centre to the edges of the dial. For a sand-blasted finish, the dial is carefully positioned in a machine and ferociously blasted with the crushed rock and water mix until the dial is stippled with a finely grained surface.
Velvet finishing is achieved by using two consecutive styles of sand-blasting, first the straightforward original, as above, for a matt surface, and then using cream of tartar as an abrasive, which delivers a cream-colored, downy nap.


a painted dial

dials waiting for finishing

How sunburst dials are created

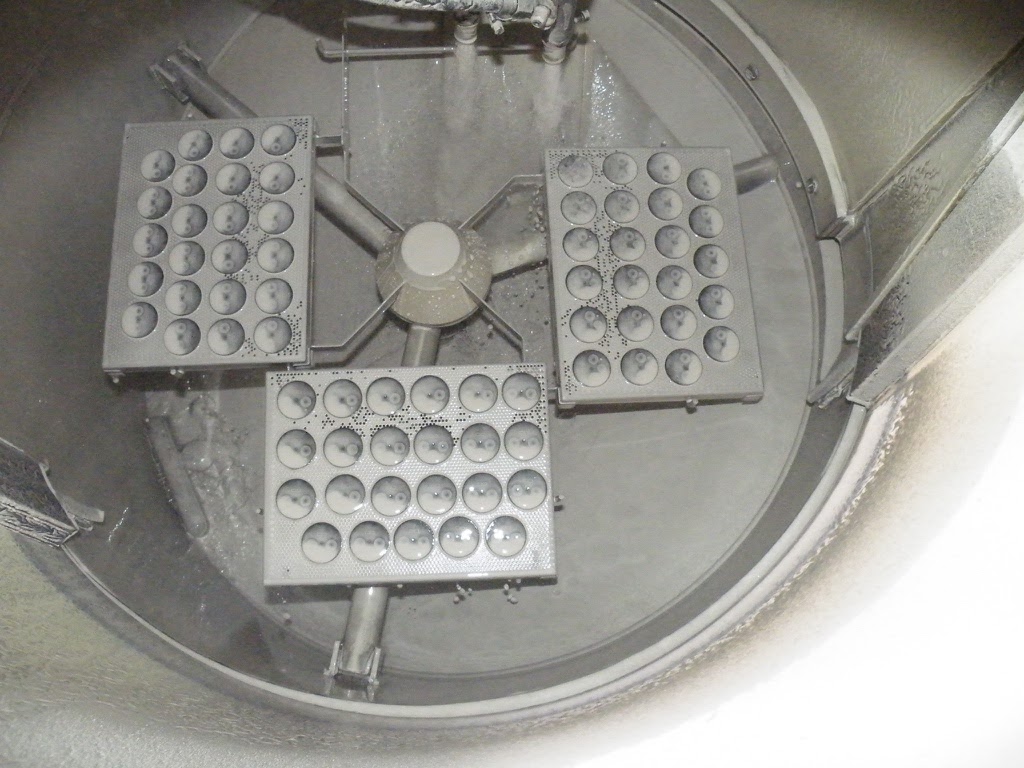

Sand blasting


Aquanaut dial ready for prepration and final painting

hand finishing

Adding colour and varnishing
The finished dials ae now returned for electroplating for the addition of colour. The final colour of the dial depends on the type and multiple immersions in a chemical bath. Patek Philippe prefer hues of silver, gold, brown, blue or black. The next step is varnishing. This needs to be done with upmost precision and cleanliness as any small amount of dust or other infiltration could lead tro the dial being rejected. The varnish is a clear cellulose varnish that is applied after colouring to prevent oxidation. Varnishing can also add other colours and there is a wide range to choose from.
This is the main process for most dials. However there are specialist dials, with different finishes such as mother of pearl, cloisonné enamel and guilloche dials. Here we will briefly look at the basic processes of each:
Finishing: guilloche
This technique involves the engraving of the dial creating a beautiful pattern of straight and circular grooves just a few tenths of a mm thick. The engraving is done using lathes. There are two main types of lathe: the straight line engine and the rose engine.
The first is used to cut straight lines that may intersect at any angle: for example, at 90°. The more commonly recognised and used, rose engine’s spindle is used to produce a wide-ranging assortment of styles, as it can produce curved lines, its use can be seen in the exquisite design made for the reference 5230.

Enamel dials
Special dials: enamel
Enamel dials, of all the various techniques and styles this has to be the most challenging to produce and yet is doubtless the most sought after. The 5131 cloisonné enamel dial world time pieces are perhaps the most hunted after watch in production today. What makes these so lusted after is the limited numbers made, not because of marketing, but because of a lack of the skilled artisan that can hand produce them. Then add in the fact that many dials have to be rejected during the manufacturing process because of the ease of unfortunate accidents when being heated.
In essence the technique involves crushing coloured glass or enamel pigments into a very fine powder and then mixing it with water or lavender oil. The resulting “paint” is then painted onto a primed metal surface with “brush”- I use the term “brush” lightly, as it is often as thin as a human hair. It is then left to dry, thereafter it is fired in a kiln at temperatures of about 850°C. During the heating process the “paint” melts and fuses with the metal surface producing a glass like finish. This process is repeated many times to get the beautiful artworks we see today .A final clear enamel coat is applied to give added shine and depth.

making the paint
Gem setting
Diamonds, not just for the ladies as the recent 5711p and 5170p have demonstrated. Patek Philippe are experts at gem setting and use only the finest gem stones. The diamonds are all IF (internally flawless) and in the D to G colour range. The stones are all set by hand and never glued on.
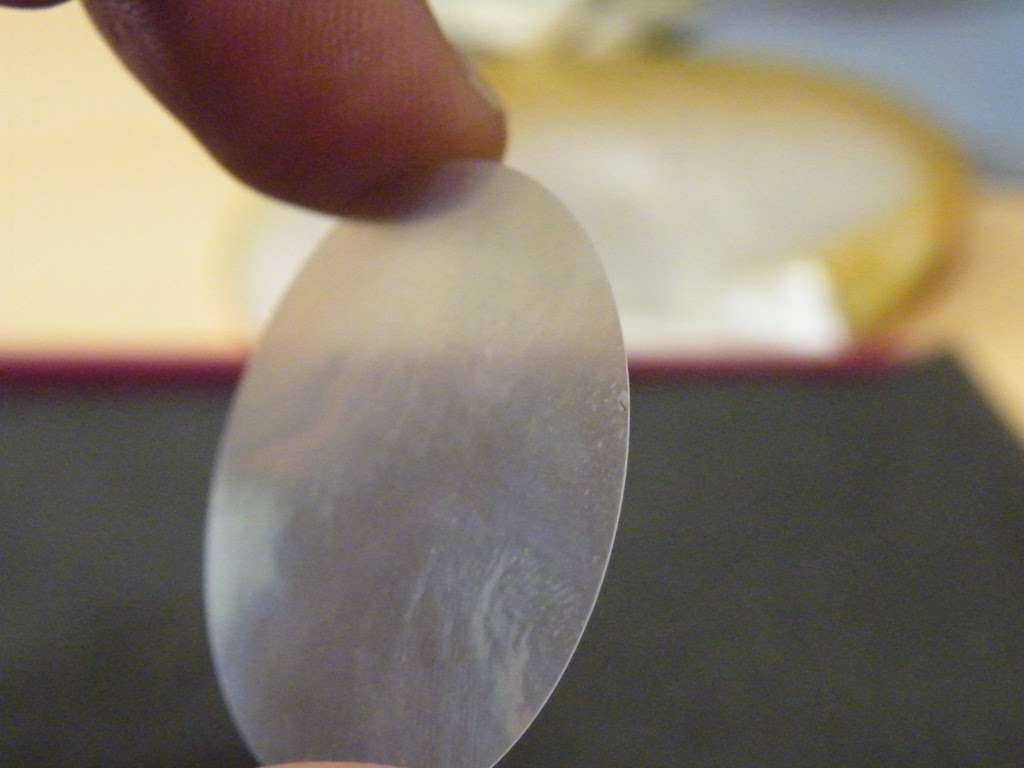
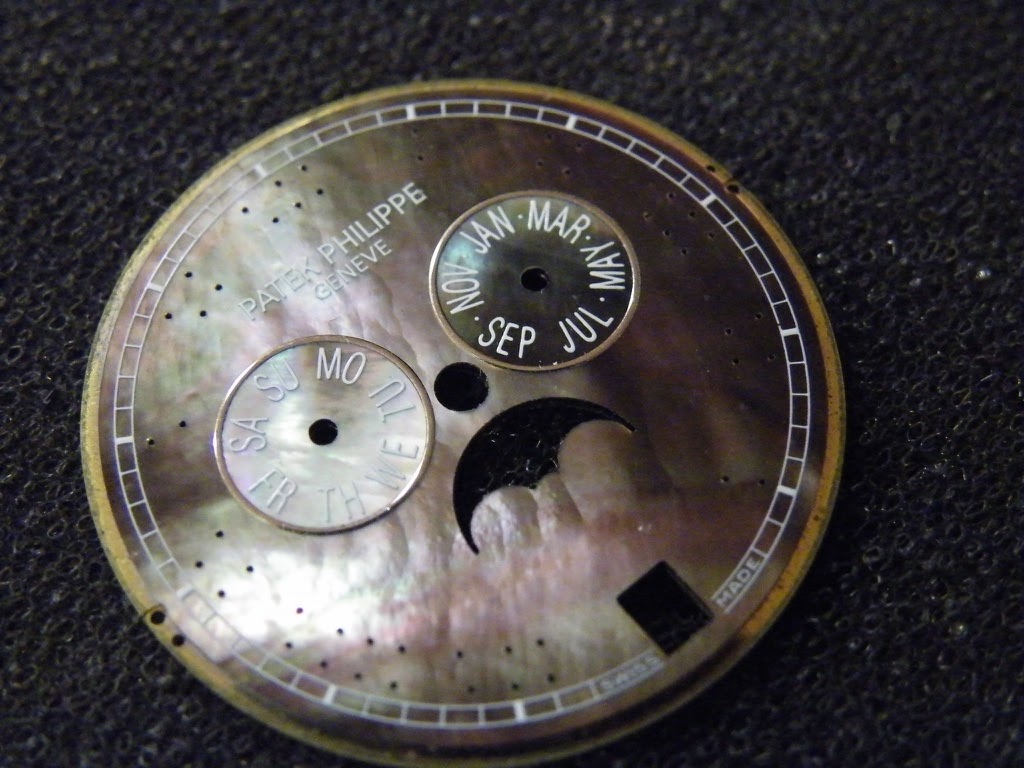
Mother of Pearl
The process for producing mother of pearl dial (MOP) is very different. The process begins by making a very thin sliver of MOP which is then melded with a brass bass. The sliver is so thin it appears translucent. In-between the brass and MOP layers there is a coloured layer, this gives the different hues associated with MOP dials. As you can imagine making MOP dials is a very arduous process and more than 50% of dials unfortunately break or have some flaw that renders them to be discarded.
50 per cent of the dials break at some point during the process and must be scrapped


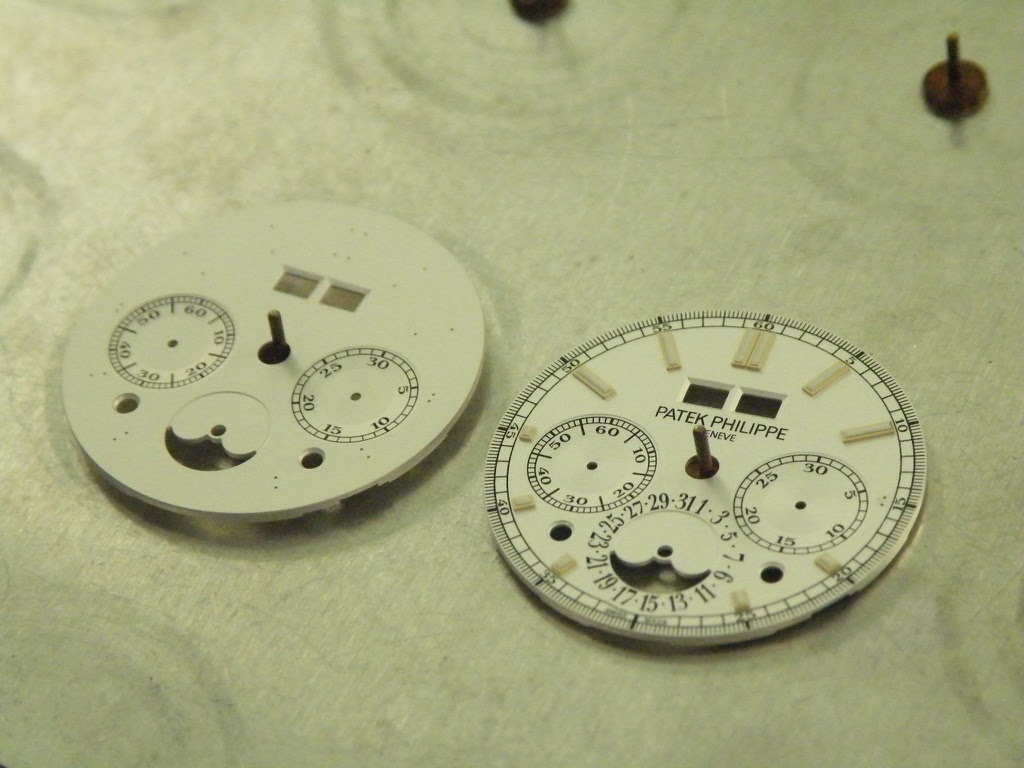
“Décalque” or transfer printing
One of the most delicate and skilled jobs in dial production is the transfer of printing onto the dial. We have all seen the sub dials of a chronograph of the date features of an annual or perpetual calendar, the printing of these has to be flawless. The technique relies on the use of a silicone pad that picks up the ink from an engraved plate then carefully the operator “stamps” the dial with the pad. The operator needs to have a skilled hand ensuring consistent pressure is applied each time. This process may need to be repeated several times for a completed dial. The dial may be required to dry in an incubator room.
The process takes place in a “white room” ensuring no dust contaminates the dial.


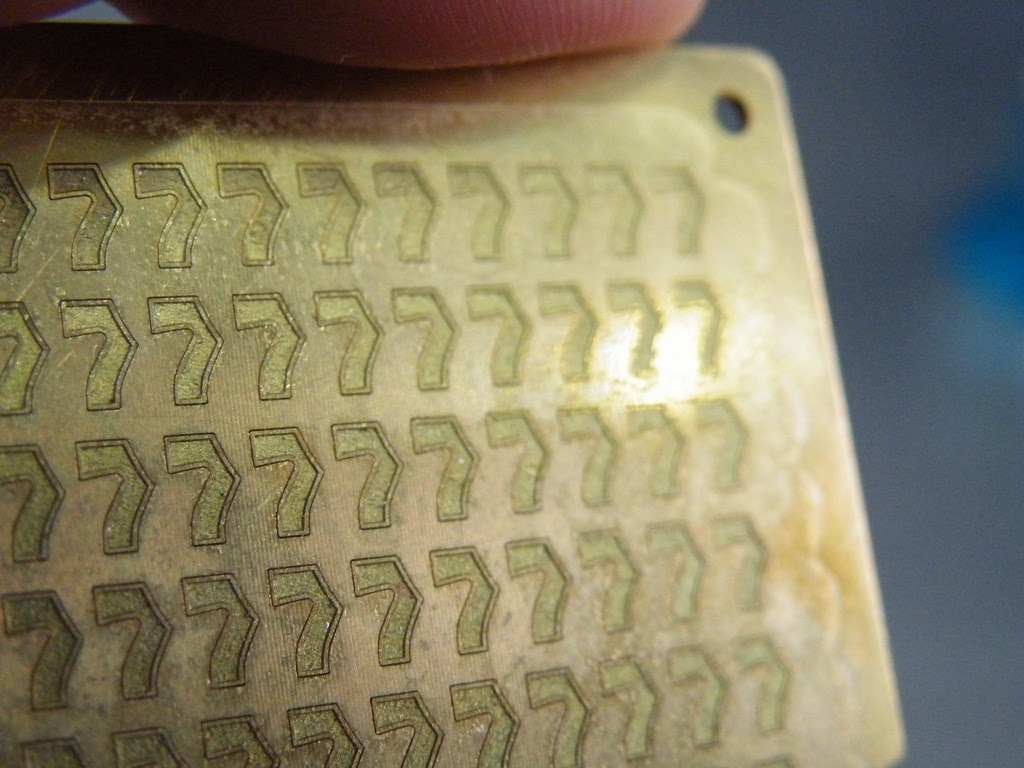
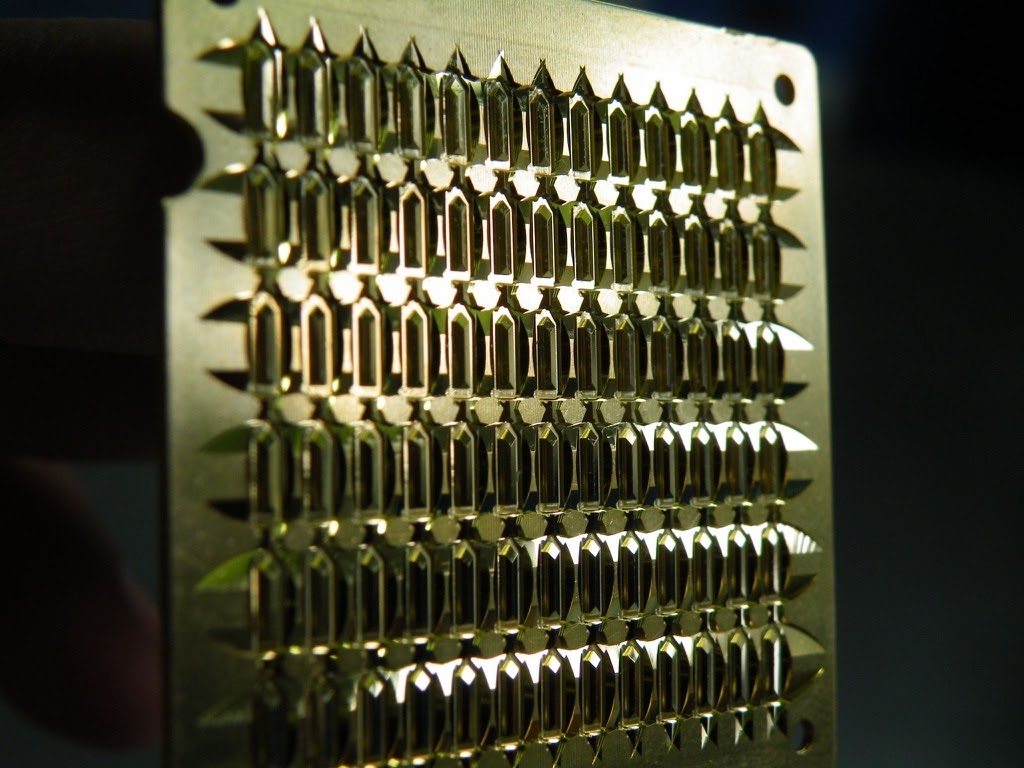
Numerals/applique
Numerals can be transfer printed as described already, but many references mark the hours with applied batons or numerals. Often the numerals are characterized by using precious stones like diamonds, in either round or baguette guise. Batons are usually crafted from gold. Whether it be gold batons, or applied numerals they are set on appliques, generating a nice contrast in the dial due to the additional height. The same applies for precious stones.
Making these appliques takes over 100 steps. The process is remarkably similar to producing the dial, starting with producing blanks which are then cut, shaped and polished.
The shaping or faceting is done by the use of machines, which use diamond cutting technology.
Once the markers the finished, they will have a final polish. Then comes the final stage, applying the finished markers on to the dial. A delicate process requiring excellent manual skill. Using tweezers each marker is dexterously lined in position, taking extreme care not to damage the dial, the feet are then fixe into their appointed place through tiny pilot holes – microscopic perforations into which the feet are slotted in. The pilot holes are so small they are more easily felt with a finger than seen with the eye. Once the markers are applied, the dial is turned over and using a diamond grinding wheel the feet are folded and ground into place.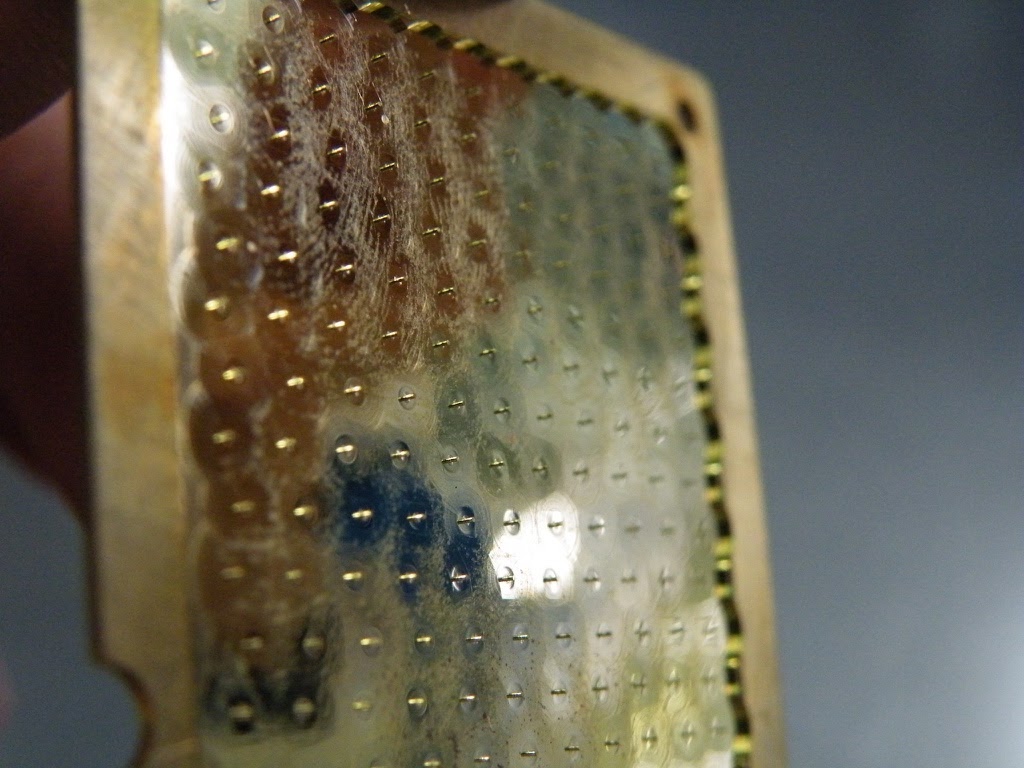

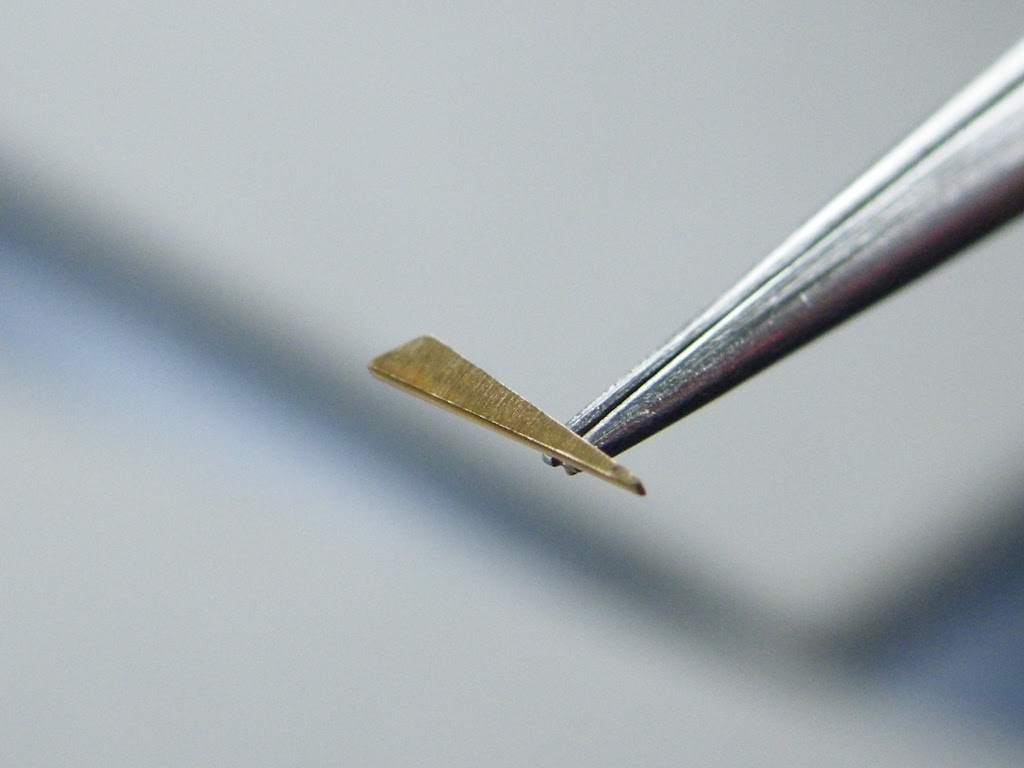
before finishing
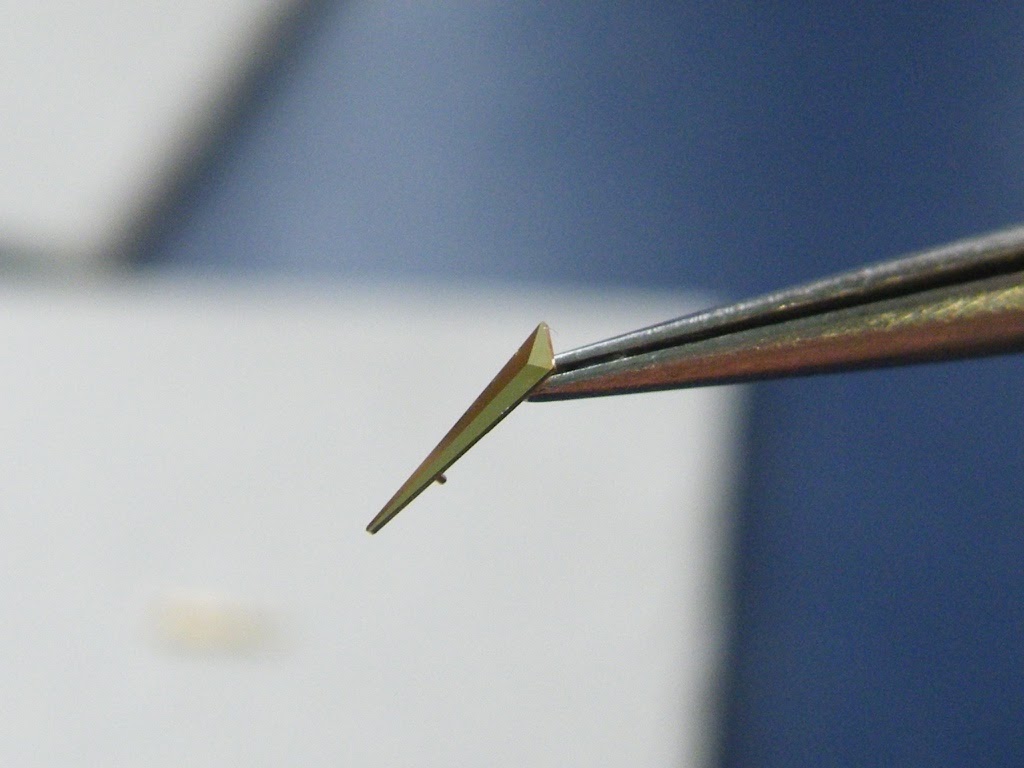
after hand polishing

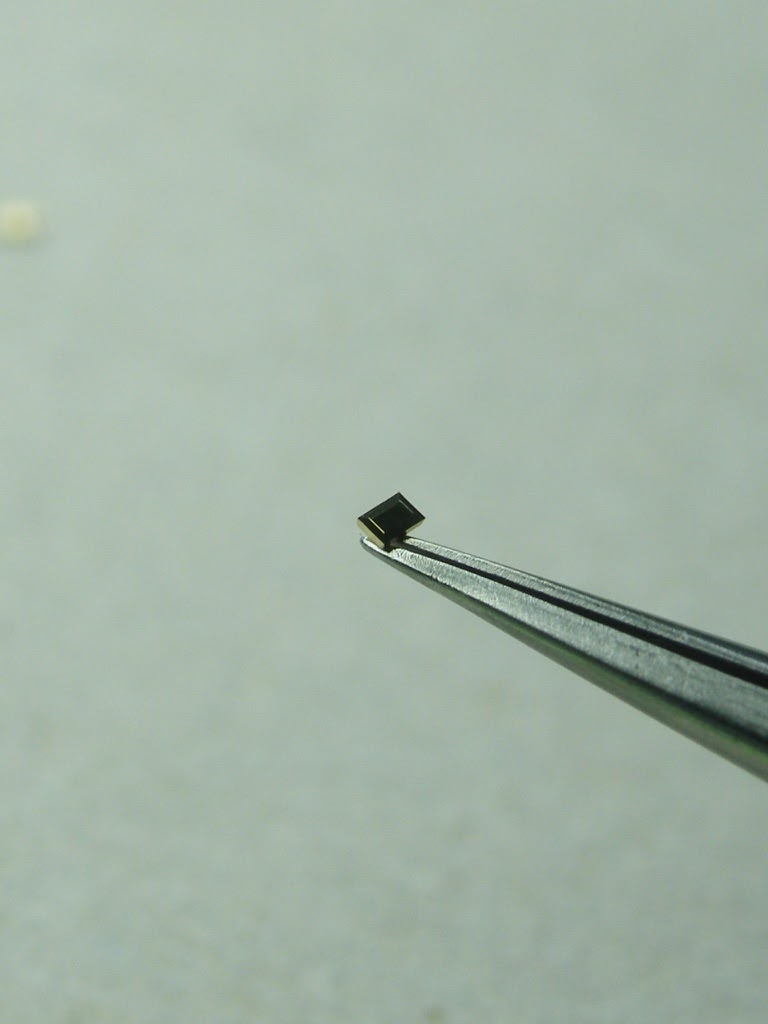

gem setting
Casing: feet
Manufacturing the feet and attaching them to the dial is a key part of the whole process. It is after all the feet that attach the dial to the movement, get this part wrong and the whole dial is wasted.
The feet are so small they require no soldering- heat from the file is ample to link them into place. Each foot is placed by hand for every dial made.
The final quality control.......
This message has been edited by Baron - Mr Red on 2017-12-09 11:10:58






Next Article


Patek Philippe 5070 : An In Depth Review.
© 2017 - WatchProZine